3. Lencsék, tükrök készítése
Az optikai felületek készítése azon az egyszerű elven alapszik, hogy két felületet egymáson csiszolunk úgy, hogy egymáshoz képest össze-vissza mozgatjuk, forgatjuk azokat. Emiatt összekopik a két felület úgy, hogy minden pozícióban pontosan illeszkednek. Márpedig csak két olyan felület van, ami minden pozícióban illeszkedik egymáshoz, ez pedig két azonos sugarú gömbfelület, illetve két sík (bár ezt tekinthetjük végtelen sugarú gömbnek is).
Lencséket
elsősorban kisebb távcsövek objektívjeként
(40 cm-ig), okulárokhoz, illetve nagyobb távcsövek
korrekciós optikáiként (fókuszreduktorok,
korrektorok, spektrográfok optikai elemei stb.)
készítenek
(mármint ami a csillagászati vonatkozású
lencséket illeti). A kisebb lencsékből egyszerre
többet gyártanak, nagyobb lencsék
gyártása
azonban a nagy tükrökhöz hasonlóan egyedi. Az
alábbiakban röviden a kisebb lencsék
gyártásáról
lesz szó.
A megfelelő paraméterű
(diszperzió,
törésmutató) üvegből
vagy megfelelő méretű pogácsákat
öntenek, vagy nagyobb táblából, tömbből
vágják ki a munkadarabot. A vágáshoz nagy
fordulatszámú vékony gyémántkorongot
használnak, melyet folyamatos vízhűtés
mellett üzemeltetnek. Ez általában 2-3 mm-el
nagyobb minden dimenziójában, mint a végleges
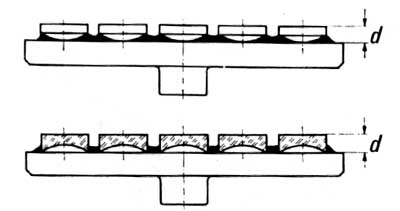
lencse. Amennyiben nem kör, hanem négyzetes
keresztmetszetű hasábokat vágnak, úgy első
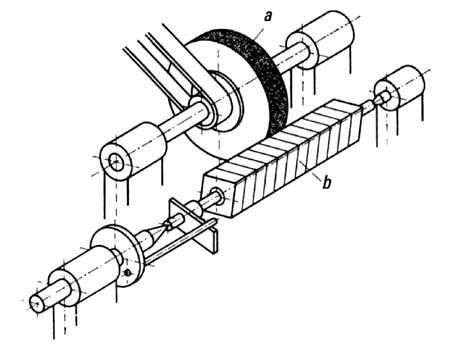
lépésként azokat lekerekítik. Erre
számos
megoldás van, néhány példát
mutatnak be az alábbi ábrák.
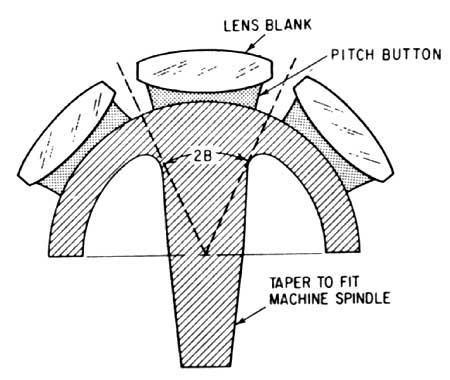
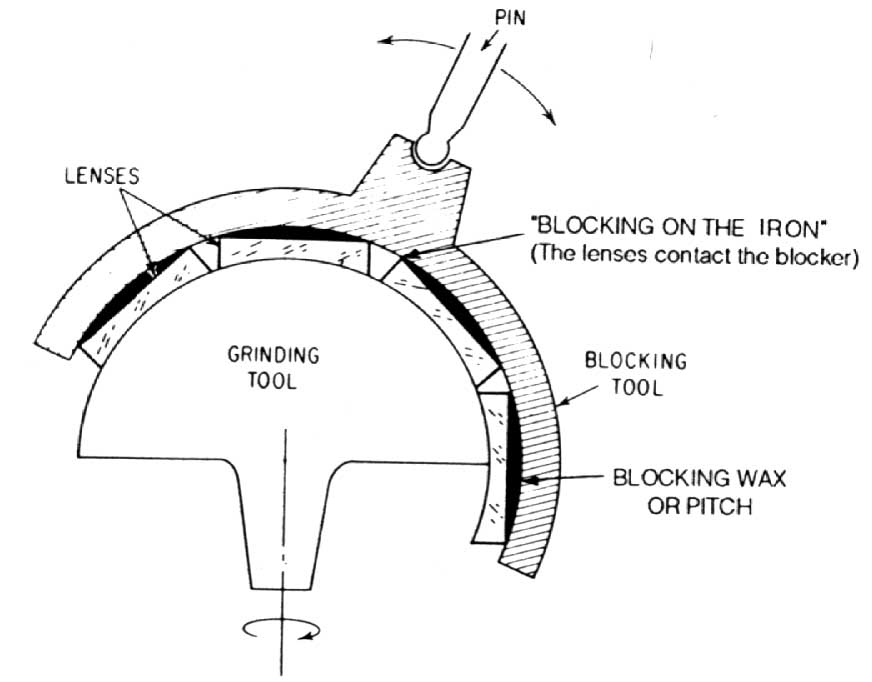
Kisebb lencsék esetén több korongot felragasztanak szurok segítségével egy félgömb alakú szerszámra, annak külső vagy belső oldalára, attól függően, hogy konvex vagy konkáv felületet akarnak készíteni. Az alábbi jobb oldali ábra egy konvex felület csiszolásához felragasztott lencséket mutat, a középen konkáv lencsék láthatóak felragasztva csiszolás közben, jobbra pedig sík felület csiszolásához felragasztott lencsék.
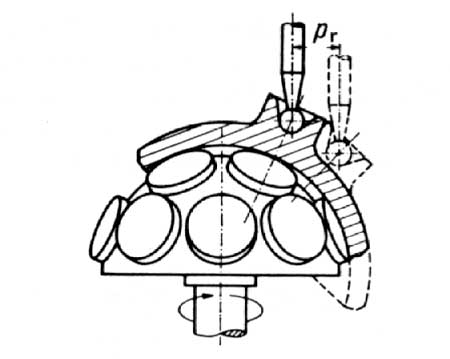
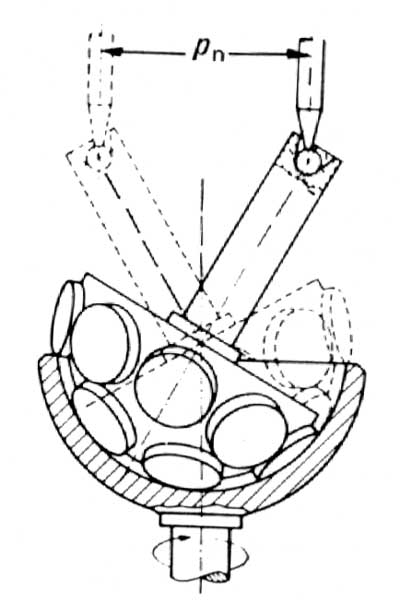
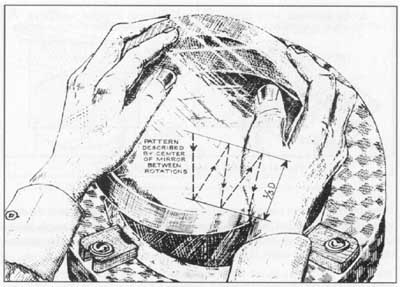
A csiszolás során a csiszolószerszám és a munkadarabok is lehetnek alul vagy felül. Az alsó elemet forgatják, míg a felső elemet valamekkora kitéressel mozgathatják, huzogatják. Az alábbi ábrák szemléltetik a szerszám és a tartóelem mozgatását. Ezt a mozgatást rendszerint csiszológép szolgáltatja, esetleg kézzel történik a mozgatás.
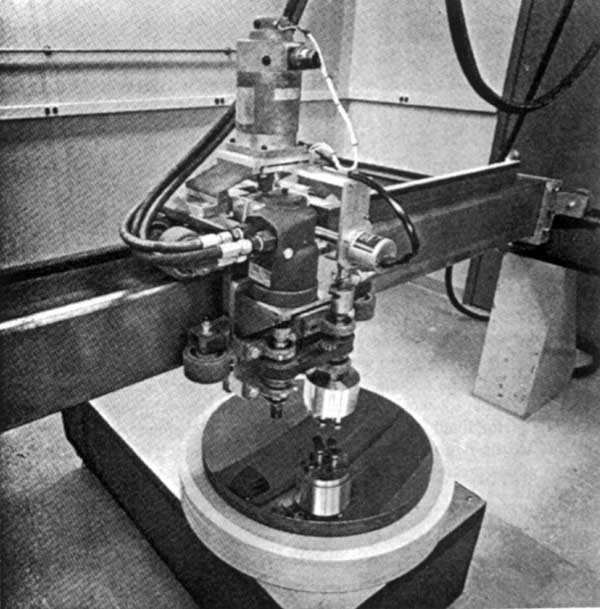
A csiszológép sematikus felülnézeti ábráját illetve egy fényképet láthatunk az alábbi két ábrán:

A csiszoláshoz vízzel kevert szilícium-karbidot használnak. E szürkés, fémes színű por szemcséi karcolják, repesztik meg az üveget, a kis levált darabok pedig a vízzel és az elkopott csiszolószemcsékkel együtt eltávoznak a csiszolószerszám mozgatása során a szerszám és az üvegfelület közül. A csiszolópor szemcseméretét, finomságát egy szám jelzi, ez minél nagyobb, annál finomabbak a szemcsék. A lencse alakjának megadásához durva, 80-120-as számmal jellemzett port használnak, ennek szemcsemérete 0,1 mm körüli. Amikor a megfelelő görbületet elérték, akkor egyre finomabb porokat használnak (200-800), ahol a szemcseméret a végén már csak néhány mikron. Legvégül a felületet teljesen simára, fényesre kell alakítani, a fény hullámhosszának legalább 1/4-e mértékben. Ez a polírozás folyamata, ami bő víz mellett nagyon finom, mikron alatti szemcseméretű anyaggal, pl. cérium-oxiddal vagy vas-oxiddal történik. Az alábbi képen e háromféle finomsági fokozathoz tartozó jellemző szemcseméretek láthatóak, A, B és C rendre a felsorolt anyagok szemcseméretét mutatja. Polírozásnál a szerszám csiszolófelületét bevonják szurokkal, amit felmelegítve a csiszolandó munkadarabhoz nyomnak, így az teljesen felveszi annak felületét. Erre azért van szükség, mert így sokkal finomabb felület érhető el. A szurokba kis rovátkákat vágnak, ezek vezetik el a polírpor-víz keveréket.

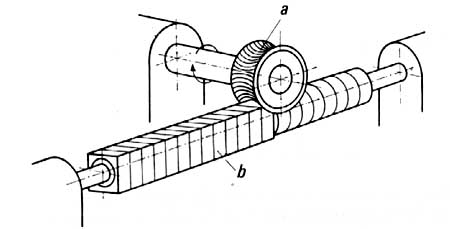
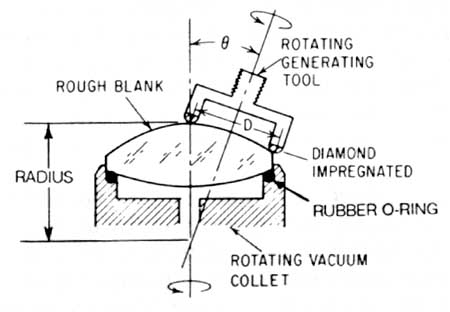
Egyedi, vagy nagyobb lencsék esetében a tükrök csiszolásához hasonló módszert (l. lejjebb) vagy gyémánt szerszámot használnak. Utóbbi sematikus ábráját láthatjuk itt:
Tükröket ma már akár 8 méteres méretben is csiszolják, bár ennek a technikája némiképp eltér a kisebb tükrök csiszolásától. A kisebb tükrök esetében a csiszolószerszám mérete azonos a tükör méretével, 60-70 cm fölött azonban már kisebb szerszámot használnak. Általában a kisebb tükrök (10-20 cm) is egyedileg készülnek. A tükör rendszerint alul helyezkedik el a nagyobb átmérők esetén, 20-30 cm körül azonban még inkább az van felül. Ebben a mérettartományban csiszológép nélkül, kézzel is készíthetőek tükrök.

A csiszolás, polírozás anyagai teljesen hasonlóak a lencsék készítésénél bemutatottakkal. Az alábbi kép egy 20 cm-es tükör kézi polírozását mutatja.Ekkora méretben egy tükör elkészítése 40-70 órát vesz igénybe.

A sok időt
a felület rendszeres ellenőrzése
veszi el, amit főleg a polírozás fázisában
kell végezni. Ezekről az eljárásokról
hamarosan bővebben is szó lesz. Említettük, hogy a
paraboloid tükör az, ami a párhuzamos
nyalábokat
egy pontba gyűjti. Az oldal legelején viszont azt
mondtuk, a csiszolással vagy sík vagy
gömbfelületek
érhetőek el. A parabolizálás kis tükrök
esetében a polírozás során
történik,
ugyanis olyan kicsi az eltérés a gömb és a
paraboloid közt, hogy azt e legfinomabb fázisban tudjuk
kialakítani. A csiszolás során alapvető
rendezetlen, s ezáltal egyenletes kopást
biztosító
mozdulatokat ekkor némi szabályszerűséget
mutató, céltudatos torzítások veszik
át.
E fázist szinte kizárólag kézzel,
folyamatos tesztelés mellett végzik.
Nagy tükrök
esetében természetesen ez is másként van,
hiszen már a durva csiszoláskor figyelembe kell venni,
hogy nagy az eltérés a gömb és a
kívánt
paraboloid, hiperboloid vagy más felület között.
A több méteres tükrök korongjait külön,
forgatva öntik, így az eleve egy forgási
paraboloid alakját veszi fel, kevesebb a lecsiszolandó
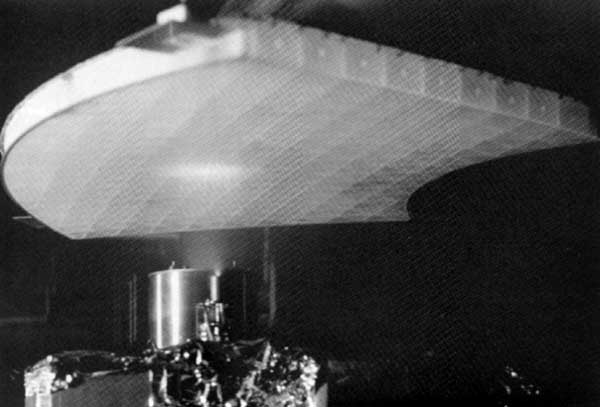
anyag. Az alábbi ábrán látható
néhány
kép nagyobb tükrök
készítésének
különböző fázisairól. Itt a
tükör
alul helyezkedik el, lassan forog, a kis méretű
csiszolókorongot számítógéppel
vezérelt robotok mozgatják.



Létezik egy nagyon pontos, de nagyon technika- és költségigényes eljárás. Ennek során a tükröket ultravákuumban ionnyaláb segítségével formálják, az ionágyút számítógép segítségével szubmikronos pontossággal mozgatják, a felület eltérése pedig a kívánt alaktól mindössze a hullámhossz 20-ad része körüli.


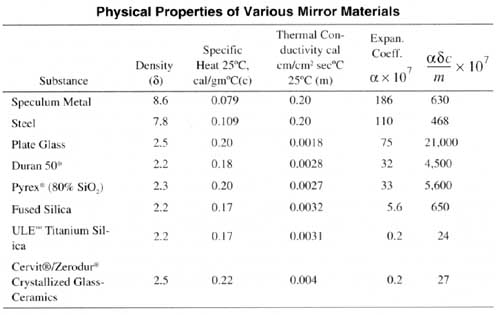
A tükrök anyaga az 1930-as évek óta nem egyszerű üveg, hanem extrém alacsony hőtágulású, speciális üveg, ún. pyrex, illetve még újabban kerámia-üvegeket, ún. zerodurt használnak. A tükrös távcsövek hőskorában pedig még fémből készültek a tükrök. Az alábbi táblázat a tükrök lehetséges alapanyagait és azok tulajdonságait foglaljuk össze:
Az optikai elemek készítése során rendszeresen ellenőrizni kell a felületet. A csiszolás során a megfelelő görbület elérését kell elsősorban meghatározni, ettől kezdve ugyanis más a csiszolási stratégia. Ehhez vagy sablont, vagy pedig szferométert használnak.


A polírozás során elsősorban a felület simaságának, illetve a kívánt alaktól (paraboloid, hiperboloid stb.) való eltérésnek a megállapítása fontos. Erre számos eljárás létezik, csak rövid ismertetés szintjén tekintjük az alábbiakat:
Newton-Fizeau
interferométer: az alábbi ábrán
látható,
hogy amennyiben két síkot egymáshoz képest
kis szöget bezáróan elhelyezünk, úgy
bizonyos helyeken a két felület közötti
távolság ![]() /2
egész számú többszöröse. E
helyeken monokromatikus fénnyel megvilágítva a
felületeket az ék alakú rés két
határfelületéről visszaverődő
nyalábok destruktív interferenciát szenvednek,
amennyiben a két felület sík, úgy
sötét
csíkok jelennek meg.
/2
egész számú többszöröse. E
helyeken monokromatikus fénnyel megvilágítva a
felületeket az ék alakú rés két
határfelületéről visszaverődő
nyalábok destruktív interferenciát szenvednek,
amennyiben a két felület sík, úgy
sötét
csíkok jelennek meg.

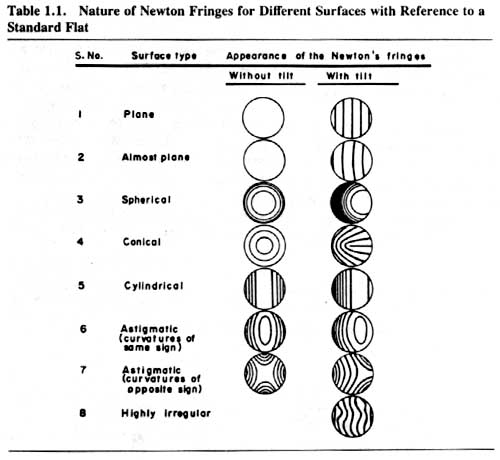
Amennyiben a tesztelt felület nem sík, hanem gömb, úgy nem csíkok, hanem körök jelennek meg, ezek az ún. Newton-gyűrűk.

Sík referencia esetén az alábbi ábrán látható formák jelennek meg különböző felületek esetén:
Egy Newton-féle interferométer megvalósítását mutatja az alábbi baloldali ábra, míg a jobb oldalon a Fizeau interferométer látható. Ennél a megoldásnál pontszerű a forrás, a konvergáló nyalábot egy lencse teszi párhuzamossá.


Ezen interferométerek lelke a referenciafelület, annak pontossága ugyanis meghatározza a kimutatható hibák nagyságát. Amennyiben a referencia sík, úgy megfelelő körülmények között ez lehet egy folyadék felülete is. Görbült referenciafelületek is alkalmazhatóak, a Fizeau interferométer egy ilyen változatát mutatja az alábbi ábra.

A Foucault-féle késélpróba az amatőr tükörkészítők kedvelt teszteljárása, nem igényel ugyanis nagy pontosságú és emiatt drága, nehezen beszerezhető referenciafelületet. Pontszerű forrással megvilágítva egy homorú tükröt a görbületi sugárból a kép a fényforrás mellett keletkezik. Közvetlen a fókuszfolt előtt, illetve után egy élt betolva a fényútba és közvetlen e mögül szemlélve a felületet azon árnyékként megjelenő képeket látunk. Ennek adják geometriai értelmezését az alábbi ábrák.


A teszt során úgy látjuk a felületet, mintha az súroló fényben lenne megvilágítva. Egy parabolikus tükör esetén az alábbi a konfiguráció, illetve az árnyékkép:


Aszférikus felület esetén a konfiguráció és az árnyékkép:

A Ronchi-teszt során a görbületi középpontba helyezünk egy megvilágító pontszerű fényforrást, valamint egy rácsot, így a rács és annak képe alkot interferenciát. A geometriai elrendezés:

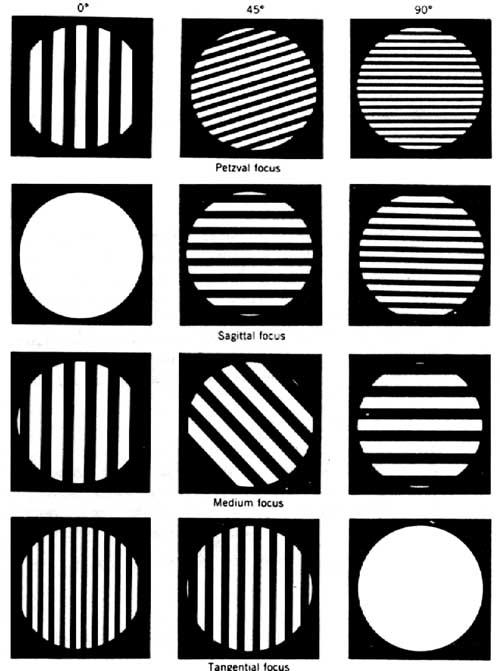
A különféle aberrációk különféle mintaként jelentkeznek, pl. az asztigmatizmus, illetve a szférikus aberráció megjelenését mutatja az alábbi ábra:
A Hartmann-metódusban egy perforált maszkot helyezünk a tükör elé, majd a fókuszon belül és kívül is készítünk egy-egy fényképfelvételt. A képeken beazonosítjuk az egymásnak megfelelő foltokat, majd a fotolemezek, illetve a maszk és annak furatainak pontos pozícióját ismerve meghatározzuk az egyes furatokhoz tartozó fénysugarak térbeli útját. Ezáltal tulajdonképpen a sugárkövetést valósítjuk meg, csak most a valóságban kivitelezve azt, nem pedig mátrixoptika segítségével kiszámolva. A sugarak útjából az aberrációk jelenlétére és azok mértékére lehet következtetni. Az alábbi ábrákon Hartmann-maszkokat és a teszt geometriai elrendezését láthatjuk:



Az említett eljárásokon kívül számos más interferometrikus módszer létezik. Ezekben az interferencia kialakításában van eltérés, az egyik ismertebb típust mutatjuk itt be, a Twyman-Green interferométert sík, illetve görbült felületre:


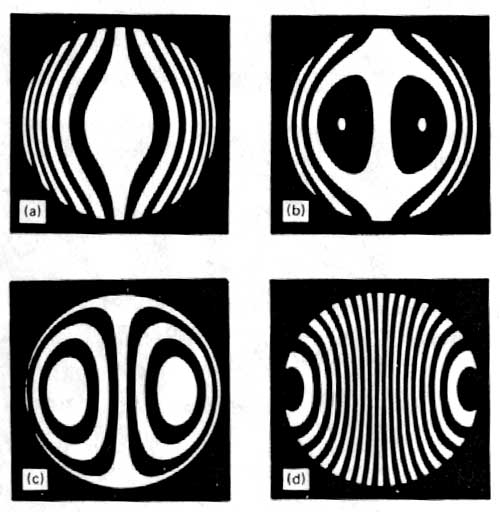
Az interferenciaképeket nehéz értelmezni, ugyanis több hiba együttes jelentkezésekor nehéz eldönteni, az interferenciakép bizonyos torzulása melyik aberrációnak is köszönhető. Az alábbi ábrákon különféle aberrációk megjelenése látható egy interferométerben, az egyes számokkal jelölt régiók azonos hibához tartoznak, csak a fókuszálás, illetve az optikai elemek centráltságában van eltérés. Látható, hogy pusztán e beállítási kérdések is mennyire befolyásolják az interferenciaképet, ami tovább nehezíti annak értelmezését.


Könnyűszerkezetű tükrök, szegmenstükrök
A régi távcsövek tükre fémből volt, pusztán azt fényesítették ki, ezáltal vált tükrözővé. A legutolsó ilyen műszer az 1869-ben készített 1,2 m-es Melbourne reflektor volt. Az üvegtükrök elterjedését nem csak az üvegtechnika fejlődése, de a kémiai ezüstözés megjelenése segítette elő. Az 1920-as években kezdődött kísérletezés a Palomar-hegyi 5 m-es távcső tükrének anyagához, ez hozta a pyrex (boroszilikát üveg) megjelenését 1932-ben. Már ekkor alkalmazták a könnyített szerkezetet, vagyis a tükrök nem teljesen tömörek voltak, hanem a hátsó oldalon szabályos, méhsejt-szerkezetű bemélyedések, üregek voltak, ezáltal a szilárdsága megmaradt a tükörnek, tömege azonban jelentősen csökkent. A szerkezet jól látszik az alábbi képeken, amelyek az 5 m-es tükör készítésekor készültek.


Az 1970-es években készült az első egybeolvasztott kvarc tükör, aminek hőtágulási tényezője a pyrex 1/10-e. Hamarosan ezután kerámiaüvegek is megjelentek, extrém alacsony hőtágulással, majd az ultra alacsony hőtágulású olvasztott kvarc tükrök. Ezek hőtágulási együtthatója egy hagyományos optikai üveg (BK7) 1/200-a.
A tükrök tömegének csökkentésére ma is használják a hátsó oldal méhsejtszerű kiképzését. Az alábbi sematikus rajz a) részén, illetve a mellete lévő fotón látható módon kitöltik a megfelelő hőállóságú és méretű formákkal az öntőmintát, majd ezt az a) ábrán látható módon feltöltik üvegtörmelékkel. Ezután egy nagy kemencében szép lassan megolvasztják, a folyékony anyag kitölti az üregeket. Mind az olvasztás, mint a hónapokig tartó lassú hűtés alatt forgatják a tükröt, hogy annak felülete eleve paraboloid legyen és közel álljon a csiszolandó görbülethez, így csökkentve a munkát.


A könnyített szerkezet előnye az is, hogy jól temperálható a tükör, hiszen nagy felületen érintkezhet vele a szabályozott hőmérsékletű, áramoltatott levegő.

Ezzel a technológiával a Nagy Binokuláris Távcső egy főtükrének paraméterei:
|
alak |
plánkonkáv |
|
fényerő |
f/1,2 |
|
átmérő |
8 m |
|
tükröző felület vastagsága |
25 mm |
|
cellák falainak vastagsága |
12 mm |
|
tükör vastagsága a szélen |
0,84 m |
|
tükör vastagsága a furatnál |
0,43 m |
|
cellaalak |
hexagonális |
|
cellatávolság |
193 mm |
|
tükör tömege |
14 t |
Egy ilyen könnyített szerkezetű tükör esetében nagyon fontos a megfelelő alátámasztás, felfogatás, nem csak a használat, de a készítés során is. Különösen igaz ez akkor, ha ún. aktív optikájú távcső tükréről van szó. Erről bővebben majd az utolsó előadáson lesz szó, előzetesként csak annyit, hogy ilyen tükrök nagyon vékonyak az átmérőhöz képest, a torzulásokat a megfelelő alátámasztási rendszer segítségével lehet elkerülni, ami viszont a használat során folyamatos kontrollálást igényel. A VLT 8,2 m-es tükrei készültek így, az egyik ilyen alig 170 mm vastag korongot és annak csiszolás alatti speciális alátámasztását mutatják az alábbi képek:


Megfelelő
termális stabilizálás mellett alkalmaznak
alumíniumtükröket is, de léteznek forgatott
higanytükrök is.
Nem csak egy darabból készülnek
ma már távcsőtükrök, hanem több
kisebb, általában hatszögletű szegmens
összeillesztésével hoznak létre nagyobb
tükröket. A legismertebb példa erre a Keck I.
és
II., valamint a HET. Az alábbi képek a Keck
tükrének
szerkezetét, egy szegmenst, illetve a komplex
tükörtartót
mutatják.


A következő évtizedekre tervezett 20-30 méteres távcsövek is ezen a koncepción alapulnak. A legnagyobb probléma a tükrök egymáshoz képest megfelelő pontosságú pozícióban tartása a távcső mozgatása során. Ehhez nagy teljesítményű valós idejű számítási teljesítményre van szükség.
1660-1860 között pusztán kipolírozták a fémtükröket, amik így 60-66%-ban reflektáltak. Fényüket azonban hamar elveszítették, s ilyenkor hosszas munkával újra kellett polírozni a felületet. A kémiai ezüstözés bevezetése nem csak a reflexióképességet emelte 90%-ra, de elkerülhetővé tette az újrapolírozást. Az 1930-as években megjelent alumínium-párologtatás a mai standard eljárás, bár alumínium mellett más fémek is párologtathatóak, pl. ezüst. Az alábbi ábra a három nagy korszakot jelölő reflexiós rétegeket hasonlítja össze:

A következő két ábra a ma elterjedt, párologtatásos technikával felvitt anyagok reflexióját mutatja, a második ábrán kiemelve a vizuális tartományt:

A
párologtatáshoz legalább 10^-5 torr nyomás
szükséges, de ezen a nyomáson gyorsan kell
végrehajtani a folyamatot az oxigénabszorpció
elkerülése érdekében. Ultranagy vákuum
esetén, 10^-8 torr mellett már nem kell annyira
igyekezni. A párologtatás előtt a felületet
kémiailag (NaOH, izopropil alkohol stb.) kezelik, majd ezután
ion vagy elektronágyú segítségével
tisztítják. A friss tükrözőréteg
a levegőre kerülve oxidálódik, így
közvetlen a párologtatás után még a
vákuumtérben egy vagy több rétegből
álló védőréteget is felvisznek, ami
magnézium-fluorid vagy szilícium-dioxid
(kvarc).
Alkalmaznak összetett rétegeket is, pl. Al-ra
Ag-öt visznek fel, illetve további
különféle
anyagokat, ![]() /4
vastagságú rétegekben. E vastagság a
konstruktív interferencia eléréséhez
szükséges. Egy ilyen réteg és egy egyszerű
ezüst réteg reflexióját hasonlítja
össze a következő ábra:
/4
vastagságú rétegekben. E vastagság a
konstruktív interferencia eléréséhez
szükséges. Egy ilyen réteg és egy egyszerű
ezüst réteg reflexióját hasonlítja
össze a következő ábra:

A tükröző és védőrétegeket gyakran valamilyen kötőréteg segítségével rögzítik erősen a felülethez. Egy egyrétegű ezüst bevonat szerkezetét és méreteit szemlélteti az alábbi ábra:

Egy összetett tükröző réteg pl. az alábbi összetevőkből állhat: hafnium-oxid (váltakozó vastagság mellet változik a reflexió, ezt láthatjuk az alábbi ábrán) - ezüst (100 nm) - réz (30 nm):

A távcsőtükröket a védőrétegek ellenére is általában évente, néhány évente újrapárologtatják. A nagy tükröknek az obszervatóriumokban, a kupola alsó szintjén külön vákuumkamrát építenek, az alábbi kép az ESO 8 m-es VLT tükreihez készült vákuumkamrát mutatja, illetve egy kisebb elemek párologtatására alkalmas ipari vákuumrendszert.


Amennyiben lencsét helyezünk a fényútba, annak levegő-üveg határfelületéről sok fény verődik vissza, ráadásul ez a lencse mindkét oldalán lejátszódik. Kísérletileg azt találták, hogy a teljes energia visszavert hányada a két közeg törésmutatójától függ:
R = (n0-n1) / (n0+n1) (1)
a
reflexióképesség pedig R négyzetével
arányos. Egyszerűen kiszámítható
tehát, hogy egy üveg-levegő határfelületen
a visszaverődés mértéke 4%. Képzeljük
csak el, pl. egy 8 tagú okulár esetén, amiben 16
határfelület van, ez azt jelenti, hogy az okulárban
a fény 0,96^16=0,52 -ed része elveszik a reflexiók
miatt. Persze azért nem ilyen rossz a helyzet, mivel egy ilyen
rendszerben nem csak üveg-levegő, de több üveg-üveg
határfelület van, ahol kisebbek a veszteségek.
Ezek azonban nagy mértékben csökkenthetők
reflexiógátló, vagy másként az
ún.
antireflexiós bevonatok segítségével.
Ezek legegyszerűbb változata, amikor a
határfelületre
egy harmadik, ![]() /4
vastagságú réteget viszünk fel. Megfelelően
megválasztva e réteg
törésmutatóját
a réteg-levegő, illetve az üveg-levegő
határfelületekről merőleges beesés
esetén közel azonos a visszaverődés
mértéke,
csakhogy a réteg megfelelő vastagsága miatt
destruktív interferencia lép fel. A réteg
törésmutatója egyszerű levezetés
szerint az üveg és a levegő
törésmutatójának
mértani közepe. Ez n=1,5 üveg esetén n=1,22-t
ad, amilyen szilárd anyag nincs. A legközelebbi a kriolit
(nátrium-alumínium-fluorid) n=1,33-as
törésmutatóval,
azonban ez az anyag lágy, nem tartós. Az n=1,384
törésmutatójú magnézium-fluorid
viszont elegendő szilárdságú réteget
ad, és a 4%-os reflexiót 1,2%-ra csökkenti a
vastagságához tartozó hullámhosszon,
illetve a teljes vizuális tartományra 2% alatt tartja.
/4
vastagságú réteget viszünk fel. Megfelelően
megválasztva e réteg
törésmutatóját
a réteg-levegő, illetve az üveg-levegő
határfelületekről merőleges beesés
esetén közel azonos a visszaverődés
mértéke,
csakhogy a réteg megfelelő vastagsága miatt
destruktív interferencia lép fel. A réteg
törésmutatója egyszerű levezetés
szerint az üveg és a levegő
törésmutatójának
mértani közepe. Ez n=1,5 üveg esetén n=1,22-t
ad, amilyen szilárd anyag nincs. A legközelebbi a kriolit
(nátrium-alumínium-fluorid) n=1,33-as
törésmutatóval,
azonban ez az anyag lágy, nem tartós. Az n=1,384
törésmutatójú magnézium-fluorid
viszont elegendő szilárdságú réteget
ad, és a 4%-os reflexiót 1,2%-ra csökkenti a
vastagságához tartozó hullámhosszon,
illetve a teljes vizuális tartományra 2% alatt tartja.

Két vagy több, megfelelően megválasztott törésmutatójú és vastagságú réteg esetén a reflexió tovább csökkenthető, bár minél tovább csökkentjük annak mértékét, annál kisebb hullámhossztartományra érjük csak el a hatást. Az alábbi ábra egy háromrétegű bevonat szerkezetét mutatja, illetve annak reflexiós tulajdonságait. (Természetesen az ideális az volna, ha az üveg-levegő határfelület helyett egy folytonos törésmutató-átmenetű réteg lenne.)

